Tool optimization for crankshaft machining
In terms of exhaust emissions, performance, reliability and manufacturing costs, the demands placed on modern internal combustion engines are increasing. Therefore, the crankshaft is an indispensable part of the engine and is being continuously developed, as is the manufacturing method. The crankshaft is one of the most difficult workpieces to machine. To this end, the Sandvik Coromant Crankshaft and Camshaft Machining Center collaborates with industry and machine tool builders to develop and optimize processes and tools in the field.

The crankshaft is one of the most difficult workpieces to machine. It is asymmetrical, thin and long, and has a high demand for manufacturing.
The crankshaft is the central part of the internal combustion engine, ranging from small crankshafts for two-stroke engines for gardening equipment to giant crankshafts for marine diesel engines, in a variety of shapes and sizes. Even the crankshafts in automotive engines vary, and each crankshaft is unique to its engine type and brand. As a mass-produced part, automotive crankshafts are cost-effective and have undergone significant evolution in design, materials and processing. This evolution is likely to continue as people's demands for improved environmental protection, improved performance and lower manufacturing costs increase.
Environmental pressures make crankshaft manufacturing more difficult. The engine is miniaturized and combined with a turbo and booster charger, manufacturers need to reduce emissions while minimizing power loss. The evolution of the crankshaft has and will continue to promote this. Today's truck engines are cleaner than the car engines of the early 1990s, and their efficiency has improved dramatically. In addition, the development of the field of crankshaft machining has made the crankshaft more precise while maintaining the unit manufacturing cost of the workpiece.
Some industry standards can be used to illustrate people's expectations: milling cutters for machining automotive crankshafts typically have a runout of no more than 0.02 mm. The tool life must be long and predictable to suit the production schedule. The cutting edge must always be reliable and must process 8000 crankshafts between two tool changes. The cycle time can be optimized to within a few seconds to ensure production per shift. Workpiece materials are tougher than ever – using steel forgings with higher tensile strength, and increasingly lighter, stronger isothermal ductile irons. Needless to say, both materials are more difficult to process.
In order to optimize performance and results, the machining plan must be determined separately for each crankshaft model. This requires a collaboration between crankshaft manufacturers, machine tool builders and tool suppliers.
At the German Crankshaft and Camshaft Machining Center, Sandvik Coromant's Günter Wermeister and his team have proven success and have installed around 900 tools worldwide.Crankshaft machining is not a new area for Sandvik Coromant; the company introduced a unique milling cutter in the 1970s. However, it was not until the early 1990s that it accumulated enough production and technical capabilities to meet the needs of the automotive industry. Turning and milling has also become a professional in the center.
Nowadays, with the global annual production of more than 60 million vehicles and the need to improve the engine to improve exhaust emissions, reduce weight, improve fuel flammability, friction coefficient and efficiency, crankshaft machining solutions are more popular than ever.
Mr. Wermeister said: “Crankshaft evolution is an ongoing process. Successful solutions depend on careful and extensive analysis of many factors such as throughput, cycle time, equipment requirements, processing levels, quality levels and tool change intervals. There is no single standard solution. All solutions must be tailored to the respective application area. The crankshaft requires several different processes to complete. Forgings or castings are also different as blanks. The manufacturer's satisfaction with the process depends on It evaluates the unit cost of production, production and investment costs of the crankshaft."
He went on to say: "The part where the crankshaft is located is supported by the bearings of the engine. It is a high-strength, stable mechanical component, but it is not suitable as a workpiece. Therefore, there are various methods for machining the crankshaft, especially in the automotive industry. Regardless of the requirements, Sandvik Coromant has extensively developed tool design, insert geometry and grades over the years and optimized applications.
“The crankshaft itself is the weakest link in the machine-part-tool system,†Mr. Wermeister said. “The instability of the components affects the minimum cycle time and quality consistency.†This is the development of design tools and indexable inserts. The application brings high demands. It means that in combination with the distribution of the cutting edge, the cutting force balance is achieved, and high cutting parameters optimized for various surfaces are established, so that the cutting is smooth without tremor.
Mr. Wermeister said: “To be a qualified crankshaft processing industry, you must have the appropriate background, capabilities and resources. Building a competence center and setting it up in Germany, in the heart of Europe, is based on this concept. We have The crankshaft manufacturers in this region and the relatively small number of machine tool manufacturers have developed close and reliable international cooperation."
Turning is a flexible method primarily used to machine concentric parts of a crankshaft. In some cases, and in some parts of the world, it is also used for the processing of eccentric pins. If used to machine eccentric pins, unbalanced, off-center clamping positions require special, quality-compensated fixtures. Turning is carried out on special crankshafts and standard lathes with special turrets. Due to the tendency for overhang and vibration, the requirements for the tool are very strict.

The 700mm diameter crankshaft machining tool can be equipped with up to 350 blades. The indexable inserts are fixed on the fan body, which can be easily and quickly exchanged and can be accurately fixed.
There are a few devices that use the car pull method to a limited extent. This is a broaching process that allows a conventional straight broach to be fed tangentially to a rotating crankshaft tool by a linear pull method. Circular or spiral cutters are also used as the broaching process develops. Although this method is effective, it cannot be flexibly applied to various crankshaft structures, so it has not been widely implemented.
The car-car pull is a combination of turning and pulling. The turning and pulling tools are fixed radially on a disc turret. The disc turret enters the crankshaft along the bearing and the pin, and is processed along with the crankshaft rotation. This method is used for most types of crankshafts. The turning process is mainly rough machining, using a fixed turret with the cutting edge at the centerline of the workpiece. The boring cutter performs finishing cutting and tangentially moves against the supporting surface of the rotating crankshaft through the slowly rotating turret. The advantage of this method is that the most efficient number of replacement tools are installed on the turret.

Crankshaft car-car pull
Internal milling, also known as rotary milling or planetary milling, allows heavy-duty milling over long cutting times. The milling cutter forms a ring through which the crankshaft rotates. The indexable inserts are arranged in a fine tooth, fixed on the inner circumference, and machine the bearing surface of the crankshaft, the pin surface and the side wall surface. This is a very stable setup, mostly for large crankshafts or when large quantities of blanks have to be removed.
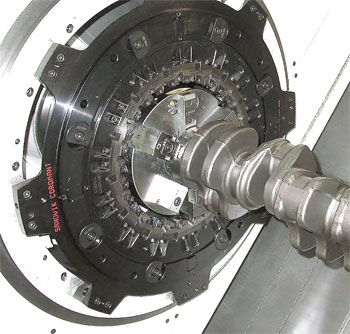
Internal milling of the crankshaft
External milling is mainly used to process a large number of small and medium-sized automobile crankshafts. It is basically a fast-rotating, dense-toothed side cutter and face milling cutter that processes the surface of the workpiece as it rotates in a combined motion. The method is characterized by high metal removal rate and rapid cutting positioning. In general, a 700mm tool can be installed with up to 350 blades in a fan shape to machine the bearing surface of the crankshaft, the pin surface and the top of the sidewall. The method has a short cycle time, a fast processing tool and a short tool adjustment time.

External milling of the crankshaft
270W Solar Panel,270 Watt Solar Panel,275W Solar Panel,280W Polysilicon Solar Panel
Zhejiang G&P New Energy Technology Co.,Ltd , https://www.solarpanelgp.com