Welding process for Incoloy 825 butt elbow
1 Overview
With the development of the petrochemical industry, the demand for high temperature resistant and high concentration corrosive products is increasing. Our company has undertaken the docking elbow project of Turkmenistan EPC, which is made of nickel-based alloy Incoloy 825 with the specification of f355.6mm×36.35mm. For this, we carry out the welding procedure evaluation.
2. Incoloy 825 material properties and welding characteristics
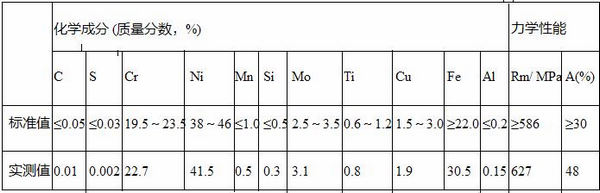
Incoloy 825 US Uniform No. UNS N08825, which belongs to Ni-Fe-Cr based nickel-based alloy, has acid and alkali corrosion resistance in both oxidizing and reducing environments, and has excellent resistance to stress corrosion cracking and resistance. Pitting corrosion and crevice corrosion performance. Our company selected the ThyssenKrupp VDM sheet, its chemical composition and mechanical properties are shown in Table 1.
Table 1 Chemical composition and mechanical properties of Incoloy 825
Incoloy 825 has high thermal cracking sensitivity, and thermal cracking is divided into crystal cracks, liquefaction cracks and high temperature deplasticized cracks. Crystal cracks are most likely to occur in weld bead craters, forming fire cracks. The crystal crack is formed at a slightly higher temperature above the solidus line. Under the solid-liquid state before solidification, the basic feature is that it is cracked along the intergranular, there is a liquid film between the grain boundaries, and the open crack fracture has an oxidized color. Liquefaction cracks occur mostly in the heat affected zone close to the fusion line, and some also appear in the front weld of the multilayer weld. High temperature plastic loss cracks generally occur in heat affected zones or welds. Various hot cracks occur at high temperatures and do not expand at room temperature. When Incoloy 825 is welded, S, Ni and other impurities are segregated in the weld metal, and S and Ni form Ni-NiS low-melting eutectic. During the solidification of the weld metal, the low-melting eutectic forms between the crystal interfaces. A layer of liquid film forms a complex silicate under the action of welding stress, forming a high temperature deplasticized crack during the solidification of the weld metal or in the high temperature zone after solidification. In addition, Incoloy 825 has poor thermal conductivity, and the welding heat is not easy to spread, which is prone to overheating, resulting in coarse grains, thickening of the interlayer, weakening the intergranular bonding force, and prolonging the liquid solidity of the weld metal. The formation of hot cracks. Therefore, necessary welding process measures are required to prevent the occurrence of hot cracks.
3. Incoloy 825 welding process development
(1) Selection of welding method Nickel-based alloy welding methods usually use manual argon arc welding, electrode arc welding and submerged arc welding. Among them, submerged arc welding is not suitable for welding thin plates because of the large heat input and easy welding. There are also requirements for the welding position; since the elbow is small in size, when the inner side is welded by the arc welding, the change of the molten pool cannot be clearly observed, so it is difficult to control during operation; compared with other welding methods, manual argon arc welding Although it is slower to weld, it is the ideal method for bottoming welding. It is suitable for welding at various locations, and the weld pool and penetration are clearly observed. The back is well formed and has no slag. Therefore, we used manual argon arc welding to weld Incoloy 825.
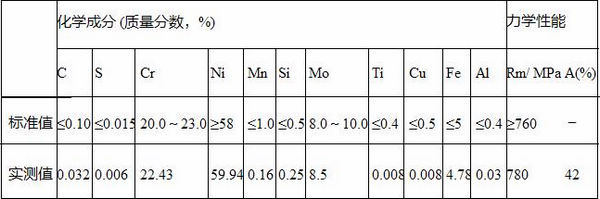
(2) Selection of welding materials In order to prevent the occurrence of hot cracks, the content of impurities such as S and Si in the welding consumables is strictly controlled; in order to prevent intergranular corrosion, the welding consumables must contain stabilizing treatment elements such as Ti; The performance of the welding consumables should be greater than or equal to the limits specified in the parent metal. In summary, our company selected ERNICrMo-3 welding wire produced by TECHALLOY Company. Its chemical composition and mechanical properties are shown in Table 2.
Table 2 ERNiCrMo-3 chemical composition and mechanical properties
(3) Joint form and groove processing Due to the poor fluidity and strong viscosity of Incoloy 825 weld metal, the appropriate groove angle should be used to ensure the weldability of both sides of the weld. The groove form and size are as shown in the drawing, the groove angle is selected to be 60° to 70°, the root gap is 2.5 to 3.0 mm, and the blunt edge is 0.5 to 1.0 mm.
The welding groove can be processed by machining or plasma arc cutting, and acetylene cutting is not allowed. Generally, the machining method is used to open the groove, but the machining will bring about work hardening, which will increase the strength and hardness of Incoloy 825, and the plastic toughness will decrease. This should be eliminated, so polishing before welding is necessary.
(4) Weldment cleaning Incoloy 825 surface oxide has a higher melting point than the parent metal and often forms inclusions or fine discontinuous oxides. Harmful elements such as S, P, Pb, Sn, Zn, Bi, and As, as well as oil, paint, paint, marker marks, ink, workshop dust, etc., form a low-melting eutectic with Ni, increasing the thermal cracking of Incoloy 825 tendency. Therefore, the stainless steel wire brush must be brushed on the groove and its sides within 50mm before welding, and scrubbed with acetone to remove surface oxide, grease and other impurities.
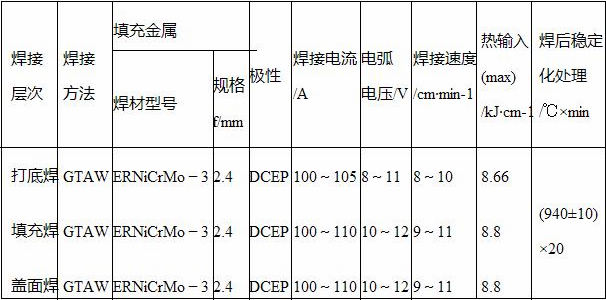
(5) Welding process Due to the poor fluidity of weld metal and low permeability, large heat input is usually used to increase its fluidity and permeability, but excessive heat input not only increases the sensitivity of hot cracking. Also, pores are generated due to evaporation of the deoxidizer in the weld metal. Therefore, in the case of ensuring penetration, small current, short arc and fast welding should be used as much as possible. During the welding process, the heating end of the wire must be in the argon protection, the welding wire should not be oscillated laterally, and the welding wire should not be used to stir the molten pool. Welding shall be carried out by multi-layer multi-pass welding. The welding parameters are shown in Table 3. In order to prevent the occurrence of hot cracks, coarse grain in the weld and heat affected zone, and ensure the plastic toughness and corrosion resistance of the welded joint, the temperature between the channels should be controlled, and the temperature is ≤808 °C. In order to prevent the crater crack, the arc pit should be filled or the crater should be taken out when the arc is closed.
Table 3 Welding parameters
In order to prevent the oxidation of the weld metal, the high temperature molten pool and the high temperature weld bead must be effectively protected by argon gas. The purity of the protective gas is 99.996%, the gas flow rate is 8~12L/min, and the back of the weld is protected with 99.996% argon gas. The gas flow rate is 15~20L/min. Immediately after welding, the stainless steel wire brush is used to remove the oxide, that is, when the metal has not yet produced a welding color, so that a clean and bright surface quality can be obtained.
(6) Post-weld stabilization treatment Incoloy 825 alloy can improve the resistance to intergranular corrosion after stabilization treatment. The fundamental reason is that titanium is a strong carbide forming element, and the adsorption ratio of titanated carbon under stabilizing treatment conditions Strong chromium carbide, which reduces chromium carbides and improves resistance to intergranular corrosion.
The temperature at which the nickel-based alloy is stabilized is 920 to 980 ° C, of ​​which 980 ° C is a critical temperature above which the corrosion resistance and mechanical properties are lowered. The most suitable temperature for Incoloy 825 is 930~950°C and the holding time is 20min.
4. Incoloy 825 mechanical properties test
The following tests were carried out according to ASME IX-2010ED 2011AD and customer requirements:
(1) The tensile strength test has two values ​​of 645 MPa, which is far higher than the minimum tensile strength specified by the parent metal, and the sample is broken in the heat affected zone. It can be seen that the tensile mechanical properties of the welded joint meet the design requirements.
(2) The bending test was made into two transverse plane bends and two transverse back bends. The diameter of the curved shaft was 24 mm and the angle was 180°. After the bending, the weld and the heat affected zone of the specimen did not show any defects, and the test passed.
(3) Intergranular corrosion test according to ASTM G28 A method (add 25g of ferric sulfate in 600mL of 50% sulfuric acid aqueous solution, the test time is 120h), the qualified index is ≤0.08mm/month, and the test result is 0.031mm/month, which meets the requirements of the index. .
(4) Hardness test After the test piece is polished, the cross section of the weld is corroded with corrosive agent, and the weld, fusion line and heat affected zone are separated. The results show that HV10 is ≤345HV and the test is qualified.
5 Conclusion
The test proves that the above welding process and stabilization treatment not only prevent the hot crack of Incoloy 825 butt joint, but also ensure the mechanical properties of the welded joint meet the requirements, thus verifying the feasibility of the welding process. In the actual construction, it provides strong technical support.
Soap Holder,Shower Soap Holder,Bathroom Basket,soap dish,stainless steel soap rack,etc
WELL DESIGN: Cambered surface Slotted design soap dish, Self Draining, Stylish and functional, Porous design lift to air drying faster
DURABLE CONSTRUCTION: Soap case holder made from 304 stainless steel, get best care to your skin
STYLISH MODERN: Let your bathroom become more simple and upscale!Applicable to families, hotels, home stay and other places to use.
bathroom basket,bathroom rack,bathroom shelves,shower rack,storage basket
Shenzhen Lanejoy Technology Co.,LTD , https://www.wire-spring.com