Baosteel wide plate flame cutting production line

1. Project Description:
The Baosteel Heavy Plate Project is a key project of Baosteel's “10th Five-Year Planâ€. The project will be constructed in two phases. In the first phase, a four-roll reversible finishing mill and a vertical rolling mill will be built. The maximum width of the rolling is 4.8 meters, the length is 25 meters, the thickness is 150 mm, and the annual output is 1.4 million tons of wide and thick plates. In the second phase, a roughing mill was built, the production scale was expanded to 1.8 million tons, and the maximum rolling thickness was 400 mm. The products are mainly used for marine boards and pipeline plates. At the same time, they also produce domestically-deficient steel plate types such as construction, boiler containers and molds. The special plates account for about 90%. As China's first special wide-width modern wide plate mill production line, the construction of this project will change China's 5-meter shipbuilding board, large-diameter, long-distance, high-grade steel, and anti-hydrogen sulfide pipeline plates rely on imports for a long time.
The production line consists of slab receiving span, slab span, heating furnace zone, main rolling span, main electric compartment, grinding roller, cold bed span, shear span, intermediate span, heat treatment span, paint span and end product span. composition. After continuous casting, finish rolling, hot straightening, ultrasonic flaw detection, flame cutting, heat treatment, printing and other processes to form the final wide and thick plate products, the process diagram is shown below.
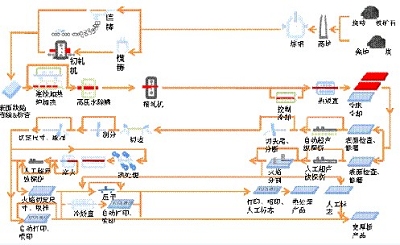
Heavy plate production process flow chart
Flame cutting system is an important process for wide and thick plate production line. It is mainly used for fixed-length cutting (cutting, cutting, horizontal and vertical cutting, waste cutting) and sampling cutting of steel plates with a temperature of more than 50mm (maximum temperature 350°C). And the cutting of special-size steel plates, the finished products can directly meet the size requirements of the user's order and directly punch the product information on the steel plate. The project's functional requirements are novel and difficult, and it is the first in China, and only Japan has a similar system. Moreover, compared with similar systems in Japan, Baosteel also proposed the requirements of waste edge cutting and double station cutting. In addition, the system also solved the temperature compensation of the steel plate's contour scanning and positioning, and the steel plate size change during the hot steel plate cutting process. Difficult technical issues.
In addition to the automatic monitoring of the cutting process, the upper monitoring system of the wide and heavy plate production line integrates a large number of special algorithms and unique functions. The easy-to-control (INSPEC) software can have regular monitoring functions due to its powerful secondary programming capability. Seamless integration with software function modules developed in high-level languages, the use of easy-to-control (INSPEC) software as the development platform for the system.
2. System composition
The wide and heavy plate cutting system adopts a layered design, and the entire control system is composed of an L3 management system, a CCC central computer system, an NC control computer system, and an underlying motion control unit. The system architecture diagram is shown in the figure.
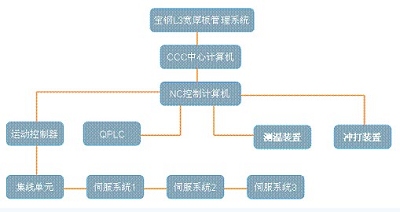
The L3 management system was developed by Shanghai Baoxin Company. It is responsible for the whole process of production, tracking, quality management and production, tracking and quality of the whole process from the slab entering the roller conveyor until the finished product enters the finished product warehouse. , the whole process of delivery management. The production task is generated according to the user order system of the upper layer L4, and the sub-task is generated and sent to each subsystem of the production line.
The computer monitoring system of the CCC central computer task distribution system and the NC control system is completed by the nine independent easy-to-control (INSPEC) configuration software. The main task of the CCC center computer is to play a bridging role between the upper L3 system and the lower NC system. It is responsible for parsing the production task list and loading information transmitted by the upper L3 system, generating specific cutting task information according to the task list and loading information and delivering it to the designated NC computer. The cutting task completion information of the NC computer is also uploaded to the CCC center computer. L3 system. You can view this information on the CCC computer, or you can manually add, modify, and delete information to ensure normal production in the event of a connection failure with the L3 system.
Next page
Chain Sling Hook,Chain Block Hook,3 Leg Chain Sling,4 Leg Chain
Guangdong Gongyou Lift Slings Machinery CO.,LTD , https://www.workmatehoist.com