CNC turning of special thread for bottle mouth mould (3)
In fact, the BE and FC segments in the closing section also help to run and slow down, just because the mechanical inertia of the X-direction kinematic chain is much smaller than the Z-direction, so the response is fast and the speed of the lifting is fast and short. At the same time, because the Z-axis is ensuring the pitch, the speed of the lift at this time has no significant influence on the visual effect or the use effect, and generally no special consideration is given.
A noteworthy problem when closing the head is that the number of command pulses in the X direction should not be excessively larger than the number of command pulses in the Z direction at the same time, because the core problem in turning the thread is to ensure the correct pitch and the Z axis as the main motion. It is the operation of the Z axis. The X axis can only be used as “interspersedâ€. If the “interspersed†is excessive, it will affect the processing speed and capability of the controller. We can see this from Figure 3.
3. Basic characteristics summarized from the thread processing technology of bottle cap and bottle mouth mold
For special threads that are typically and more difficult, they are special threads that are segmented and shorted and short-tailed. Its characteristics are as follows:
As shown in Fig. 4, after each thread is first processed, “to always move according to the pitch, and X to segment to make a short head—stop (normal thread) – close the tail – naturally vacate a section (no thread) - The circular movement of the short head is repeated several times in several stages. If it is not segmented, it is just a standard closing thread.
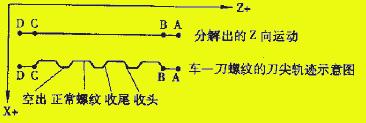
Figure 4
This type of thread also has to place the running and deceleration sections for each knife and knife. The Z direction only accelerates and decelerates at this time. During the machining process, the acceleration and deceleration of the X direction should be ignored when the segment ends, that is, the acceleration of the X direction is not allowed to exist, which raises the rapid response of the X axis. Claim.
Individual workpieces are too short, too steep and too urgent. The extreme products are: 12 threads per week, each segment, empty: end: normal thread: the arc length ratio is approximately 2:1 : 4:1, then, each time the ending is completed on the circumference corresponding to the central angle of less than 4°. Assuming that the spindle is threaded at a lower speed of 60r/min, the time for closing or closing is only 1/90s, and the tooth depth is assumed to be 2mm and the pitch is 2mm. This means that the X-axis has to achieve 2mm feed in 1/90s, and the Z-axis travels 2/90mm during this time, which is a set of important data.
This kind of workpiece material is die steel, which is not easy to process, and its thread processing can only be carried out in dozens of knives. According to the law of the process, the chipping should be avoided when starting the knife. The amount of the feed should be properly distributed. The tool should be fed in one direction to avoid the start-up and the final repair.
Previous page next page
Masonite Hardboard,Waterproof Hardboard,Waterproof Masonite Hardboard
Paulownia Edge Glued Board Co., Ltd. , http://www.nsplywood.com