A brief introduction to the causes of screw wear and the method of reducing wear
Plastic machine screw introduction
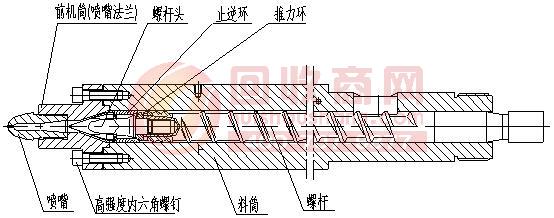
The screw is an important part of the injection molding machine. Its role is to transport, compact, melt, agitate and apply pressure to plastics. All of this is done by the rotation of the screw in the barrel. When the screw rotates, the plastic will rub against each other on the inner wall of the barrel, the bottom surface of the screw groove, the rib advance surface, and between the plastic and the plastic.
It is understood that the injection screw works for a long time under high temperature, high pressure, high mechanical torque and high friction environment. The first few factors are required for the process conditions, and the loss caused by friction is inevitable. Generally, the screw is subjected to surface nitriding treatment to increase the surface hardness, that is, to improve the wear resistance. However, if the cause of wear is neglected, and the failure to try to reduce the wear as much as possible will inevitably greatly reduce the working life of the screw.
Four methods to improve the working life of the screw barrel of the plastic machine
The following sections highlight the causes of screw wear and ways to reduce wear:
1. Control barrel processing temperature
Each plastic has an ideal plasticizing processing temperature range that should be controlled to bring it closer to this temperature range. When the granular plastic enters the barrel from the hopper, it will first reach the feeding section, and dry friction will inevitably appear in the feeding section. When these plastics are insufficiently heated and melted unevenly, it is easy to cause the inner wall of the cylinder and the surface of the screw to wear more. Similarly, in the compression section and the homogenization section, if the molten state of the plastic is disordered, the wear is increased.
2. The speed should be adjusted properly
Some plastics are supplemented with reinforcing agents such as fiberglass, minerals or other fillers. These materials tend to have a much greater frictional force on metallic materials than molten plastics. When molding these plastics, if they are made at a high rotational speed, the shearing force on the plastic will be increased, and the reinforcement will also produce more shredded fibers correspondingly. The shredded fibers contain sharp ends and wear. The power is increasing. When the inorganic minerals slide at high speed on the metal surface, the scraping effect is not small. Therefore, the speed should not be adjusted too high.
3. Remove debris from plastics
In general, the original purchased fresh plastic does not have any sundries, but after transportation, weighing, drying, color mixing, especially adding recycled materials, it is possible to mix debris. Small as metal scraps, as big as heating ring nut paper clips, even a string of warehouse keys, mixed into the barrel has occurred, the damage to the screw is self-evident (the cylinder will also be damaged at the same time ), therefore, magnet holders must be installed to strictly manage and monitor the materials.
4. Exclude all moisture before injection molding
The moisture contained in the plastic has a certain influence on the wear of the screw surface. If the plastic does not completely remove the moisture before the injection, the residual moisture enters the compression section of the screw, and the high-pressure "steam particles" melted in the molten plastic are formed before the injection, and the screw advances with the injection process. From the section to the head of the screw, these "steam particles" are relieved and expanded during the course of the shot, like a fine impurity of hard particles, which causes friction damage to the wall surface. In addition, for certain types of plastics, at high temperatures and pressures, moisture may become a catalyst for cracking the plastic, producing harmful impurities that can attack the metal surface. Therefore, the drying work before plastic injection molding is not only directly related to the quality of the parts, but also affects the working life of the screw.
The LED emergency driver for panel can be customized from 3W-100W with half power emergency output for emergency lighting 60-300mins. Automatic lighting up when main power failures. Suitable for LED fitting with external led driver. With internal or external lithium battery back up. Widely using for office, building, warehouse, school, hospital, workshop etc.
Emergency Led Driver,Emergency Backup Driver for led,Emergency Light Driver,Emergency Driver For Panel,led light emergency power supply
Foshan Nai An Lighting Electric Co.,ltd , https://www.naipsled.com