Study on the slippage after longitudinal forming of steel balls (Fig.)
Abstract: Based on the vertical rolling forming process of steel billet, the elastoplastic finite element method is used to establish the solid model of steel billet continuous rolling forming; the velocity field of the rolling stock during the forming process is simulated; the existence of back slip is studied through experiments. And its influencing factors.
Key words: steel ball numerical simulation, longitudinal rolling, sliding finite element
0 Preface
The traditional production method of steel ball is formed by spiral hole type cross-rolling. This process has been continued for half a century. Although its productivity is relatively high, there is a "Mann's effect" in the forming process, that is, the effect of alternating stress. Underneath, there is a hidden danger in the production of loose or cavities in the core of the billet, so its products are mainly used in general ball mills. For the grinding ball of metal ore, it is mostly produced by forging or casting method; for bearing steel ball, it is generally produced by cold heading method.
In view of the shortcomings of cross-rolling of steel balls, some industrialized countries in foreign countries have also proposed the idea of ​​using vertical rolling forming. However, due to the limited level of technological development at that time, especially the lack of support of special rolling theory, it has not been used in production. Under the conditions of the laboratory, experiments and numerical simulations were carried out with the Ping-Li-Plain machine, and some important conclusions were obtained. However, due to the complexity of the forming process, further in-depth research in theory is still necessary.
1 Basic theory
In this paper, the three-dimensional elastic-plastic finite element method is used. The yield stress is based on the mises yield criterion, and the plastic flow is based on the prandtl-reuss incremental theory. The stiffness equation is established in Lagrangian increments. At the same time, considering the double nonlinearity of material and geometry, the commercial finite element software DEFORM is used to simulate the whole process of blanking from biting into ball forming, and the factors affecting the backward sliding are analyzed in depth. Finally, the three-dimensional graphic is used to visually display the blank in the forming process. Deformation features in .
2 Calculation model and deformation conditions
In this paper, two vertical rolling forming processes are used. In order to accurately reflect the flow law of metal in the two roll shapes, the continuous forming process of the blank is simulated. Calculate the experimental model with a 1:1 actual process. The initial mesh of the analytical model is shown in Figure (1). The entity is discrete with a 4-node tetrahedral element. The blank material is 20 steel and the material diameter is 14.5 mm. An isothermal ideal elastoplastic material model was used with a deformation temperature of 1200 and a friction factor of 0.25. The calculated model is shown in Figure (2). The model consists of two orifice rolls (flat rolls/vertical rolls). The flat roller is a combined roller, and the cavity is composed of an arc-shaped groove bottom and a side wall ring; the vertical roller is composed of an equal-cycle hemispherical cavity type.
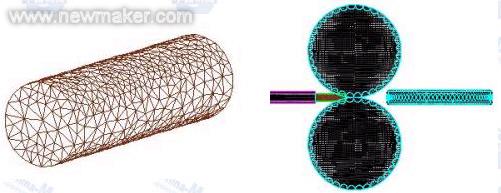
Figure (1) Original Grid Diagram (2) Simulation Model
The three-dimensional shape of the two rolls is shown in Figure (3) and Figure (4). During the deformation process, the rolling piece is induced and limited by the guiding device. After the rolling piece passes through the first flat roller hole type, the raw material is transversely cut by the periodic ring cone of the hole type into an equal circumference section connected by the bridge. The rolled piece is then rolled into a ball by a guide into a second vertical roll. In the simulation process, the variable displacement loading is adopted, and the incremental compensation is determined by the time. The rotation of the roller is 0.01 second as an incremental step, and the number of incremental steps is set to 2400 steps.
3 Simulation results and analysis
3.1 First pass forming process simulation
In the longitudinal forming process of the billet, the first pass rolling is to cut the bar transversely into rolled pieces with equal circumferences connected by bridges, so as to facilitate the roll-type pairing of the second ball during forming. The effective envelope of the week. The simulation process shows that during the first deformation process, the metal is in a state of uneven deformation due to the periodic hole shape, and the lateral deformation is significantly larger than the longitudinal deformation. When the laterally flowing metal contacts the sidewall of the roll, it will Constrained by the sidewalls of the apertures and no longer continues to widen, which will facilitate the biting of the second pass and reduce the scraping. At the same time, according to the geometric deformation condition, there are almost no periodic back-slips in the deformation zone due to the existence of two or more periodic hole-type splitting cones under the common constraint. Figure (5) is the velocity field of the surface of the rolled piece deformed in the xoy plane at 150 incremental steps. It objectively reflects the trend of surface metal flow during the forming process of the week. When the rolled piece has just been bitten, the metal flow direction is as indicated by the blue arrow in the figure, and its direction is obliquely downward.
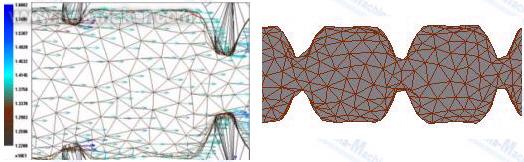
Fig. (5) Velocity field diagram of the surface of the rolled piece in the incremental step of 150 (6) Deformation of the workpiece at the end of the first step simulation
Figure (6) shows the periodic section shape of the rolled piece in the xoy plane at the end of the first pass simulation. It can be seen from the figure that the shape of the section of the rolled piece is relatively regular, and the circumference of the rolled piece is substantially equal to the circumference of the roll hole type, which is basically consistent with the experiment, indicating that the deformation of the first rolling piece can be ignored.
3.2 Simulation of the second pass forming process
In the second simulation process, the synchronization with the first phase can be satisfied by changing the boundary conditions of the simulation process. The physical meaning is equivalent to the center distance of the two rolling mills being adjustable. When the circumference of both rolls is the same as the rolling speed, the simulation intermediate process is shown in Fig. (7). It can be clearly seen from the figure that the two sections have a phase difference, that is, a misalignment phenomenon, which indicates that the back slip is accompanied by the second deformation process, and this phase difference will become more and more obvious as the rolling continues. As a result, the continuous rolling relationship of the periodic section will be destroyed. Therefore, the rear slip is very important for establishing the correct connection relationship and designing the corresponding process parameters of the two rolling deformations.
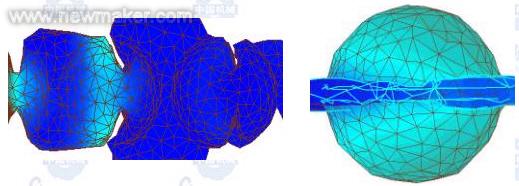
Fig. (7) Rolling piece circumferential section phase difference model diagram (8) Second final simulation result
Through the numerical simulation of multiple sets of parameters, the main factors affecting the post-slip are:
( 1) External conditions of biting
When the other conditions are constant, the back slip is inversely proportional to the tension vector between the two mills. When the tension is zero, it will naturally bite into the state, and the back slip value is between 0.030 and 0.038; when the delivery force of the bite is increased (by increasing the roll speed of the first frame), the back slip value with the delivery force The increase is gradually reduced, so the delivery force can effectively suppress and eliminate the backslid. From the point of view of deformation mechanics, for the periodic hole type, the geometric deformation zone is not all contact deformation zone. When the two hemispherical holes start to bite into the incoming material, the first contact with the rolling section is the spherical cavity. The first half of the type, at this time, the circumference of the rolled piece has not been completely enveloped, that is, the ball cavity is not completely in contact with the rolling section, so the external force received by the circumference is asymmetrical, and the resultant force direction must be biased to the rear, according to the minimum The resistance law will inevitably produce a rear slip, see Figure (4). Therefore, when the rolling stock enters the second lane under different external biting conditions, it will inevitably have different degrees of influence on the backward sliding of the adjacent circumferential sections in the deformation zone.
(2) Length of the deformation zone
When the other conditions are constant, the back slip is inversely proportional to the length of the deformation zone. For a ball of the same diameter, the larger the diameter of the roll, the larger the geometric deformation zone, so the more the rolling section of the rolled part is covered in the deformation zone, and the greater the resistance of the deformation tool to the backlash of the rolling piece. Therefore, it is obviously advantageous to appropriately increase the roll diameter to suppress the back slip.
(3) Deformation procedures
Due to the particularity of the forming process, a deformed geometry should facilitate the effective envelope of the two-hole type. Under the condition that the circumference is equal in volume, the geometrical ratio of the transverse and longitudinal profiles of a rolling section is more than 1 to help reduce the two-way slip; at the same time, in order to prevent the folding in the two-way forming, the two-hole type The width of the bridge should be greater than one, which will be beneficial to the symmetrical deformation of the rolling section, which is a positive factor for the objective reduction of the back slip.
(4) Effect of friction conditions on the formation of the billet
In the billet forming, in order to study the external friction effects of the deformed metal and the hole type, the friction analysis factors were 0.25 and 0.5 respectively, and the simulation analysis was compared. Figures (9) and (10) are the two friction conditions respectively. The result of the simulation calculation of the influence on the forming. It can be seen from the figure that the equivalent strain distribution law is similar, and the variation of the friction factor has no significant effect on the unevenness of the equivalent strain of the billet forming. However, it was found that the friction was too large during the simulation, which made the slab difficult to grooving and even caused the winding of the roller. This phenomenon was also confirmed in the experiment. Therefore, appropriate process lubrication measures should be taken in the second forming, and the rounded corners should be appropriately increased in the hemispherical design.
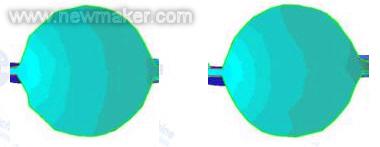
Figure (9), Figure (10)
5 post-slip experiment
In order to study the existence of the after-slip and its influencing factors, the trial rolling was carried out on the special experimental prototype with lead material as raw material. According to the forming process, single pass and two continuous rolling tests were carried out. In the single pass trial rolling, the circumferential section of the first exit rolling stock is substantially equal to the perforated section, and the error is very small. It can be considered that the first slip does not produce front slip; in the natural bite state, the second pass The trial rolling results are listed in Table 1. From the phase difference of the test piece (shown in Figure (11)) and the orientation, it can be judged that there is back slip in the two deformation processes, and the back slip is mainly generated during the biting process. . In the continuous rolling forming test, only qualitative analysis experiments were carried out due to experimental conditions. When the first roll speed is increased, the back slip of the second pass is significantly weakened, which is evidenced by the decrease in the phase difference of the rolled piece.
6 Conclusion
In this paper, the following results are obtained by three-dimensional large deformation elastoplastic finite element method simulation and experimental study of steel ball blank forming:
1. The forming method studied in this paper, under the condition of no tension between the two roads: the first road has almost no forward slip; the second deformation has backward slip, and the back slip value and the bite into the external condition and geometric deformation zone Length, deformation procedures and other factors are related; when micro-thrust is established between the two channels, the backsliding of the two passes can be effectively reduced and eliminated to establish a stable continuous rolling relationship.
2. The two-hole type has the scraping phenomenon during the biting process and affects the forming quality of the ball blank. The reverse filling process of the two-hole cavity can be strengthened by changing the geometric shape of one incoming material to realize the spherical cavity. Ideally full of state.
3. The external friction has a direct influence on the grooving of the rolling stock in the two rolling processes, and can be improved by the process lubrication and the hole design.
references
1. United States Patent Office 2,801,5561957
2. Journal of Numerical Simulation Plastic Engineering, Wang Xianhu Steel Ball Billet Vertical Rolling Forming Vol.10 No.4 2003
3, Xie Shuisheng Wang Zutang metal plastic forming step finite element numerical simulation metallurgical industry press 1997
The commonly used Pipette kits are mainly composed of a pipette and a pipette tip. The pipette tip is a single empty
Cavity reservoir; the pipette uses the principle of air displacement and controls the maximum displacement of the piston by rotating a screw with an ultra-fine thread
displacement, and then control the amount of liquid suction. There are the following problems when using the above kit for suction: 1. The suction volume is controlled by the pipette
After the pipette is sterilized or used for a period of time, it is easy to cause "hidden" failures, which cause the operator to be difficult to detect.
The actual suction volume is inaccurate, and it needs to be adjusted frequently, and the operation is cumbersome and time-consuming; 2. To improve the pipetting accuracy, the operator's
The operation requirements are high, and it is easily affected by factors such as the suction speed, the depth of the tip below the liquid level, and the inclination angle of the pipette.
The actual suction volume will be heard; 3. The actual suction volume will be affected because the suction head cover is not tight and leaking, and it will not be easily detected; 4.
When performing experiments that require high accuracy, such as analysis, in the operation of equal volume aspiration of liquids with different densities, the actual
The actual suction volume will be affected by the density itself; 5. In order to improve the accuracy, this type of pipette needs to carry out high
Cost-optimized design results in extremely high pipette costs.
1000 ul pipette tips,200ul pipette tips,10ul pipette tips,low retention pipette tips
Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yonyue.com