Shorten the process chain: navigation system for machine tools (2)
Once the tools intervene, the production process must stop immediately, which can have a rather serious negative impact. Threading or undercutting requires several inlet shafts to idle at the same time. These can't be handled manually. When drilling the thread, if the drill bit is stuck in the threaded hole, the clamping washer is released and the machine tool is also reset in the Z direction.
If the tool is stuck in the undercut, the tool cannot be removed even if it is manually operated. The operator can change the feed in several axial directions to "squeeze out" the tool from the undercut. This is of course an emergency method when the tool has an operational error, but it is easy to damage the machine spindle. In many cases, the continuous damage of the spindle and the resulting downtime are the real cause of the machine's stopping.This requires a navigation system that resets the tool to a safe initial position. Special machines also have special processes and tools. Each set of NC programs must have a retraction procedure. Machining centers also need a universally applicable dynamic navigation system whose performance depends on the type of tool and each feed action that will result in a production interruption. The patented "Stama Initial Position Program (HPP)" meets these requirements. The programmer has to store the tool identification number associated with the tool type in the NC program. Tool ramps are divided into different categories (eg drills, end mills, thread drills, T-keyway cutters). The machine has to independently navigate the tool according to the type of tool and the feed action that caused the production interruption, and to ensure that the tool cannot collide with the workpiece. Unload the unneeded tools and place them in the magazine. Obviously, this feature is effective for both stop signal and power failure. In this regard. The operator only needs to press the "HPP" button (Figure 2). In this case, idling is a quick and very important normal mode of operation.
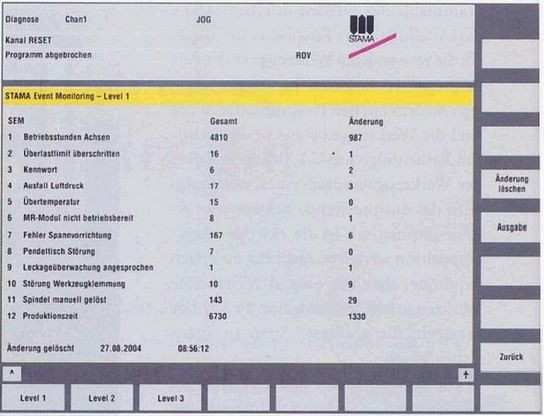
Figure 3 identifies and promptly eliminates the cause of machine downtime: the event monitoring system is mainly used for error analysis.
For example, using compressed air to clean the workpiece, the pressure changes will affect the cleaning effect. Mixing certain features together can lead to functional failure and production disruption. If the pressure of the compressed air fluctuates briefly and becomes sufficient, the identification of the cause of the malfunction becomes very difficult. A similar situation occurs when the clamping device air pressure leaks. Oil spills that occur during wet processing are less noticeable and pressure losses can be balanced by the hydraulic system. Unless the system processes an error as a fault signal, if the “clamped†signal is lost for a short period of time, it will not cause the machine to stop, which puts high demands on the operator and identifies and clears the fault. Before, be able to identify faults in advance. The long sister who completed the order time is increasingly decisive in terms of productivity. Modern navigation systems can significantly reduce non-production downtime on machine tools and greatly liberate operators.
The “Slama Event Monitoring†function can identify the real cause of the cause in the form of a odometer based on statistical preparations related to the status function. In this way, switching vibrations, poor contact, and similar causes of downtime can be identified and eliminated in time.The three-stage navigation system guides the operator to the cause of the machine downtime. The system has created a non-erasable storage space for recording the status of the machine from the commissioning phase of the device. It is also possible to compare the number of events recorded in the erasable storage space with the absolute number. In this way, before the current production interruption occurs, the system can analyze the incidence of incidents and failures of the citrus in a certain period of time (one day or one week).
The navigation system avoids unproductive auxiliary time dynamic navigation systems that help machine operators reduce time-consuming or very difficult production tasks. In contrast to the navigation system on the car, the machine tool can independently perform the guidance command by means of the numerical control system. This system is effective not only for the independent division of the tool in the machine tool magazine, but also for the collision-free idling. This system avoids erroneous operations that can be very expensive in special cases, and large radii reduce non-productive auxiliary times, but does not place higher demands on the dynamic load of the machine.
Previous page
A hotel chandelier is a decorative ceiling-mounted light fixture, a distinct type of Chandelie light. Chandeliers are often ornate. Lavius provides you big custom chandeliers, which are very pupular for all kinds of hotels, including crystal big hotel chandelier, best glass hotel chandelier lamp, handmade blown hotel Lobby Chandelier,diy Glass Chandelier, etc. If you want to buy high quailty and reasonable hotel chandelier, best Crystal Chandelier lamp, Lavius lighting must be your first choice.


Hotel Lobby Chandelier,Custom Big hotel Chandelier,Large hotel Chandeliers Supplier,hotel chandelier manufacturers china
Guangdong Lavius Lighting Co., Ltd. , https://www.lovuslight.com