Investment casting is determined by its process, the production cycle is long, and there are many factors affecting the deformation, which is easy to cause deformation of the precision casting. The deformation of the precision casting not only adds a lot of work to the cleaning and finishing process, but also causes more waste if it is improperly controlled and handled. Therefore, in actual production, it is necessary to control various processes, strictly enforce process discipline, and reduce the deformation of precision castings by taking effective measures. The so-called deformation means that the shape and size of the cast part after casting and cleaning do not match the pattern. The main performance is as follows: the circular parts become elliptical; the vertical wall of the box can not meet the requirements of the model; all kinds of opening gears increase or decrease; the plate and strips are twisted and warped, and the flatness is unqualified. The concentricity and relative position of the porous casting are unqualified. The causes and processes of the deformation are roughly classified into the following categories: deformation caused by the shape of the shell; deformation due to improper placement of the casting and heat treatment.
According to the above analysis and combined with the actual production control situation, it is very important to prevent the deformation and deformation correction of the precision casting.
1. The deformation of the casting mold causes deformation of the precision casting
In the investment precision casting, the paste molding is used. Therefore, in the production process of the wax mold, the solidification process of the paste molding material, that is, the cooling process, causes the wax mold to cause certain deformation. If it is not prevented and effectively controlled, the precision casting will be deformed. , affecting the quality of the product, the dimensional accuracy of the wax mold directly determines the dimensional accuracy of the final precision casting.
(1) Improper molding material causes deformation of the wax pattern. Due to the large shrinkage rate of the molding material, the large wax pattern is deformed, resulting in a decrease in external dimensions, insufficient machining allowance or no processing. Such deformations lead to an increase in the amount of repair work for the precision castings, which may directly result in waste. The main precautions are to re-correct the mold or replace the more reasonable and stable mold according to the shrinkage of the mold.
(2) Forming too early or uneven cooling to form a wax mold deformation. When the mold is too early, the thin rod and the thin plate member are easily twisted, and the size of the wax mold is easily formed; the uneven cooling is easy to make the symmetric spacing. Deviations occur, such as when valve products are unevenly cooled, especially in the case of large and medium-sized products. The main preventive measures are to control the die-cutting time according to the size of the mold and the type of the mold. When the wax is pressed, the dwell time is appropriately increased. The wax mold should be cooled in the water in a balanced manner. Some products must be fully immersed in the cooling water and kept enough. Cooling time.
(3) If the mold is not properly operated or the mold is improperly stored, the mold deformation operation may be improper, and the thin member may be bent or twisted. It is also easy to change to a long wax pattern. When the investment mold is not properly stored, the larger investment mold is easily distorted. The main precautionary measure is to add a mold-releasing device during the design of the mold, and to ensure reasonable storage of the mold, and if necessary, a special tire can be designed to store the wax mold.
(4) Some structural characteristics of the parts lead to deformation. Some products are easy-to-deformed parts. It is easy to form an ellipse when two inner gates of a ring are formed. When two inner gates of a plate are placed on a large surface, a bend is formed. Bow-shaped.
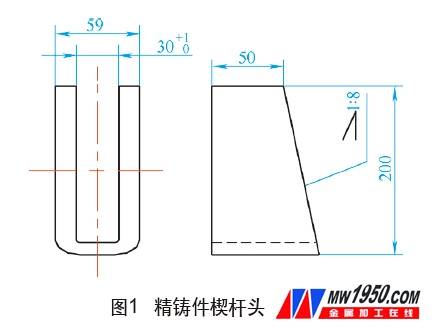
For example, the precision casting wedge head is shown in Figure 1. The height of the product at the 30mm opening is 185mm. At the beginning of production, only one lacing is placed on the top of the piece, which is intended to ensure that the opening size is guaranteed during casting. When the wax mold is inspected, the size changes. When assembling with the matching parts, almost every piece is shaped to affect the production progress. After that, several samples were specially processed. When the wax mold was cooled in and out of the water, the sample was inserted into the bottom of the mold opening to increase the obstruction to limit the shrinkage deformation, which solved the problem better.
2. Process design factors cause deformation
It should be said that there are many types of investment castings, so the factors of process test are not mature during the prototype production. In addition, the structure of the precision castings is diverse, the types of materials are complex, and the deformation factors are increased.
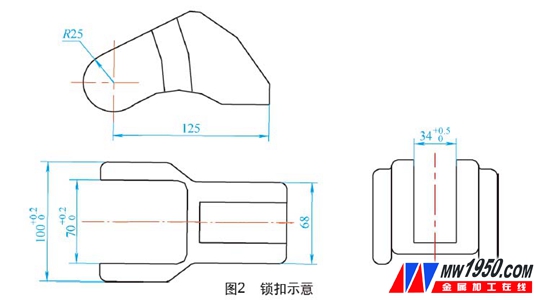
Such as the lock product, its structure is simple, single weight 2kg, as shown in Figure 2. The part has two opening sizes. When the size of the wax mold is stable, only one deformation of the two opening parts after casting is performed, and the process is improved, and only the rib is added to the size of 70 mm.
3. Shape deformation
The shell manufacturing is the key process to ensure the surface quality of the product, and it is also the process that affects the appearance of the part. Due to the influence of the operation method and temperature, the deformation of the mold shell may be caused. This deformation is caused by the deformation of the thin rod itself. On the other hand, it is due to the low strength of the shell, which causes the shell to bulge or dent when dewaxed. For example, when the shell is hardened, when the shell is hardened, the bottom groove portion forms helium gas, and the hardened liquid cannot be contacted, resulting in insufficient hardening of the portion, forming a layer, and the inner cavity of the shell is inflated, causing the product to be scrapped. After the hardening process is improved, that is, during the hardening of the hardening pool, it is turned over several times, so that the grooves can be hardened in place, thereby avoiding such defects. Therefore, for the problem of deformation of the shell, as long as the hardening process is carried out to ensure the strength of the shell and prolong the natural hardening time, the deformation of the shell can be prevented.
4. Deformation formed during pouring and cleaning and heat treatment
   Such deformation less frequent, but because of the quality of personnel operations and management of different levels, such distortion is inevitable. As when pouring casting, shell put unreasonable because, especially large investment casting shell when placed uneven cause deformation. When the shell is slightly cracked, if it is not buried, it will cause the casting to bulge. If the hammer is directly hit by a sledgehammer or a hammer when cleaning the shell, the thin part may be deformed. Castings, especially box and rod parts, may be deformed if they are unreasonably placed during heat treatment. Such defects can be reduced or avoided as long as they are carefully operated and placed reasonably.
5. Correction of deformation
(1) Correction of wax pattern deformation Because of the low strength of the wax pattern, it is much easier to correct the wax pattern than to correct the casting. In the production process, proper correction of the deformed or deformed wax pattern can prevent the casting of the product from being deformed. When the size is large, the wax pattern is deformed when it is cooled and naturally placed. For this wax mold, it can be corrected by using the bottom partial support or the weight applied above, and some products which are easy to be deformed during casting can also be adjusted and controlled by increasing the amount of deformation during the wax mold correction.
(2) Correction of deformed castings The deformed castings with large dimensions need to be corrected under heating conditions, and the working conditions are relatively bad. For thin plate type deformed castings, it can be directly tapped to adjust the deformation. However, due to different materials, some products are prone to cracking and other defects, and the cold correction forming stress is large, and the casting will be gradually deformed, but the deformation amount is small.
In the production, the correction for the larger size products is mostly carried out under the condition of annealing and heat preservation. The annealing furnace door is opened first, and the castings are taken out under the red hot state, placed on the special tires and corrected by the hydraulic press, and the measured correction amount is reached. After the deformation requirement is in accordance with the size of the pattern, the casting is taken out from the press and placed in the kiln, and the desired effect is achieved after annealing.
If the inner cavity of the box-shaped casting is inflated, the appropriate support is placed in the inner cavity according to the amount of deformation, and the deformation space is reserved, and the weight is confirmed to be in the annealing process. Medium natural correction.
6. Conclusion
The deformation of the precision casting is mostly caused by the deformation of the wax mold and the structure of the casting. The focus is on the shaping and cooling by increasing the shrinkage of the wax mold. In the process design, the reinforcement can be prevented by adding reinforcing ribs, process ribs and anti-deformation means; serious process discipline , special inspection tools and tires are added for inspection. Reasonable correction of deformed wax molds and precision castings can increase productivity, reduce finishing effort, and ensure that the final product meets user needs.
About the author: Yin Zhiguang, deputy general manager of Zhangjiakou Zhongdi Equipment Exploration Engineering Machinery Co., Ltd.
Hollow Valve Balls
Floating Valve Balls,Water Heater Float Valve,Tank Float Valve,Ballcock Valve
WENZHOU ZHENHONG VALVE BALL CO., LTD , https://www.zhvalveball.com