Application of new welding technology in natural gas processing plant project
I. Project Overview
The ground treatment natural gas treatment plant in Block A of Bagdray Contract Area is located in Turkmenistan. It is the source of the Central Asian natural gas pipeline project and the main source of the second-line project of the West-East Gas Pipeline. The scale of natural gas gas gathering is 5.7 billion m3/year, and the scale of purified natural gas is 5 billion m3/year. The project started on June 1, 2008, and the product was delivered to the gas on December 15, 2009. Through the Central Asia Natural Gas Pipeline and the West-East Gas Pipeline, the natural gas is continuously transported from Turkmenistan back to China. An important part of energy supply.
Second, the welding characteristics
Pipe welding is a vital part of the construction process of natural gas processing plants. The pipe welding of this project has the following characteristics:
(1) Material types and specifications Many pipe materials include carbon steel, low alloy steel, stainless steel and high-strength steel. The pipe specifications are φ21 to φ914 mm.
(2) Welding workload The total number of welded joints of the Daquan Plant is more than 147,300.
(3) High welding quality requirements, especially for pipelines containing sulfur medium, technical requirements and acceptance specifications are quite strict, and the welded joints must not only meet the requirements of conventional mechanical properties, but also have certain corrosion resistance.
(4) The on-site environment is harsh. The society relies on the small processing plant located in the desert Gobi area. The wind and sand are large, the hot weather in the hot sun is high, and the protective gas resources required for welding are lacking.
(5) Short construction period requirements In view of the above welding characteristics, the construction unit has put forward higher requirements on how to better ensure the welding quality and improve the welding construction efficiency. To this end, the project department set up a welding responsibility engineer, organized relevant professional units to complete more than 90 types of welding process assessment, and developed a management method for welding quality for scientific management to ensure that welding quality meets the requirements. In addition, through the application of stainless steel flux cored wire argon-free welding technology, metal powder cored wire RMD root welding + precision pulse (Pro-Pulse) filling, cover welding and other new welding techniques, the problem of argon gas tension is solved, and the problem is ensured. The quality of the welding improves the welding efficiency.
Third, the key welding technology
1. Application of stainless steel flux cored wire without argon root welding technology
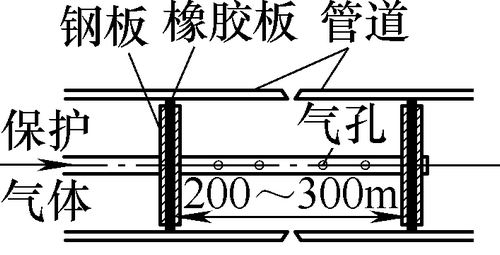
In the construction of stainless steel pipelines in the past, the welding process used for root welding is manual tungsten argon arc welding, and the welding wire is a solid core welding wire. In order to avoid oxidation of the stainless steel back surface and affect the quality of the welded joint, the argon arc welding root welding needs to adopt the back side. The protection of the argon gas protects the back of the weld, as shown in Figure 1.
If the project adopts this process, it faces the following problems:
(1) The lack of argon resources in Turkmenistan's argon resources. If purchased from the country, it will not only have a long cycle, but also greatly increase the engineering cost.
(2) Large amount of argon gas The stainless steel pipe has a large number of welded joints and large pipe diameter. The total number of stainless steel welded joints of various specifications is more than 4,300, and the maximum diameter is 406 mm. The entire finished pipe end needs to be charged during the pipeline installation process. Argon protection is costly.
(3) The gas back protection device is often difficult to use due to adverse factors such as high altitude and narrow environment at the site, especially when the pipe meets, the back protection device cannot be used at all.
The application of stainless steel flux cored wire argon-free welding technology effectively solves the above problems. The principle is to utilize the mechanism of slag gas protection in the flux-cored wire. The molten slag can flow to the back of the root weld bead during welding. Cover the back weld evenly, as shown in Figure 2. Therefore, the back weld can be protected from oxidation, and the post-weld slag can be detached by itself, and the internal slag can be washed away by water or compressed air.

Figure 2 Flux cored wire root welding back
The stainless steel flux cored wire root welding technology not only ensures the quality of the welded joint, saves argon gas, solves the shortage of argon resources on site, but also greatly reduces the cost, and simplifies the process and improves the construction efficiency. There are more than 4,300 stainless steel welds on site, and the pass rate of welding X-ray flaw detection is 97.6%. Compared with the welding method using solid wire for root welding, the amount of argon gas for welding φ219mm pipe is reduced by 2/3, and the welding speed is increased. Doubled. This technology is mainly used for root welding of stainless steel pipes. The on-site construction is shown in Figure 3.


Figure 3 Stainless steel pipeline construction on site
2. Application of RMD root welding + precision pulse (Pro-Pulse) filling and cover surface semi-automatic welding technology
The pipelines containing sulfur in the treatment plant are mainly pipelines in the devices of gas gathering, desulfurization and decarbonization, and condensate stabilization. The pipeline materials are L360MCS, L360QCS and 20 steel, which have high requirements for welding technology. In order to ensure the performance of welded joints, the previous construction experience of the welding of sulfur-containing medium pipelines is the welding method of manual tungsten-arc welding, root welding, electrode welding, and surface welding. The number of welds in the pipeline containing sulfur medium accounts for about 43.5% of the total number of welds in the entire treatment plant. Obviously, if manual welding is used, the welding efficiency cannot meet the requirements of the construction period.
In view of the needs of engineering construction, the construction unit has carried out the relevant mechanical properties and the anti-sulfide stress corrosion resistance test verification of the welded joint according to the relevant standard requirements, and completed the RMD root welding + precision pulse (Pro-Pulse) filling and semi-automatic welding of the cover surface. The welding procedure was evaluated and technical training was carried out for the relevant welders, as shown in Figure 4. Successfully used this process to weld the acidic medium natural gas pipeline in the construction of the ground engineering natural gas treatment plant in Block A of the Bagdray contract area, which not only ensured the quality of the welded joint, but also made the weld pass X-ray inspection pass rate 97.3. %, and greatly improve the construction efficiency, welding speed is three times that of manual welding, reducing labor intensity. This technology is mainly used for welding of L360MCS, L360QCS, 20 steel, 20G and other pipelines. The pipe diameter is suitable for φ219~φ711mm and wall thickness 8~20mm.


Figure 4 Semi-automatic welding process on-site training and construction
RMD (Regulated Metal Deposition) is a single-sided welding double-sided forming semi-automatic root welding method based on the PipePro 450RFC power supply and matched wire feeder of Miller Company. Mainly through a high-speed monitoring of the wire short-circuit process, combined with a powerful expert system, a technology to accurately control the short-circuit transition.
The main feature of the Pro-Pulse precision pulse technology is the precise control of the arc in the gas shielded welding process, which allows for better control of the weld pool and is suitable for all-position welding. Compared to ordinary pulsed MIG welding, Pro-Pulse monitors the arc continuously, so even with a short arc length, a stable droplet transfer can be achieved, and the weld pool can be more easily controlled during the welding process, such as Figure 5 shows. At the same time, faster welding speeds can be achieved with Pro-Pulse technology.

Fourth, welding equipment
RMD root welding + precision pulse (Pro-Pulse) filling, cover semi-automatic welding technology is based on the US Miller's PipePro 450RFC power supply and a matching wire feeder a semi-automatic welding technology. The PipePro 450RFC is a welding system developed by Miller for the welding of high-strength steel and specialty materials. Its unique RMD Pro and Pro-Pulse technology is particularly suitable for welding carbon steel and stainless steel pipes, as shown in Figure 6.

(a) PipePro 450 RFC RMD power supply

(b)SuitCase 12RC wire feeder
Figure 6 Semi-automatic welding equipment and wire feeder
The welding system power supply is a digital multi-function inverter power source controlled by software, which can accurately control the short circuit transition. The entire welding process has minimal changes in parameters and is easy to operate. The welder requires only a small amount of training to operate, and the RMD software integrates a powerful expert system. The current waveforms at each stage of each program are automatically optimized to the optimum arc characteristics according to the current level. .
Five, welding materials
The metal powder cored wire is mainly combined with the RMD technology for root welding of the pipeline. The welding wire is composed of a thin steel strip wrapped powder. The main component of the powder is iron alloy powder, and the non-metallic mineral content is very small. Therefore, the same solid core wire and common medicine core Compared with the welding wire, the metal powder core flux cored wire has obvious advantages.
Its characteristics are as follows:
(1) Large current density, which can reach a higher deposition rate.
(2) It has a wide electron emission area, and the formed molten pool is more stable and the weld quality is high.
(3) The metal powder cored wire has a wide penetration and can eliminate the unmelted side wall.
(4) Strong anti-rust and anti-porosity, high deposition rate.
(5) It has the advantages of both the core and the solid wire, and has less slag.
(6) The heat input range is wide and there is a large range of welding parameters.
(7) Very low diffusion hydrogen content, generally less than 4mL/100g, no oxidation on the bead surface, excellent weld metal mechanical properties.
The metal powder core flux cored wire has obvious advantages compared with the solid core wire and the slag type flux cored wire. The semi-automatic root welding process of the pipe is carried out by using metal powder cored cored wire and RMD technology, which not only can obtain higher deposition speed and deposition efficiency, but also has the characteristics of small welding spatter, less slag amount and low welding loss. Can significantly reduce welding costs.
Conclusion
(1) In Turkmenistan, the shortage of argon resources and the application of stainless steel flux-cored wire argon-free welding technology solve the problem of argon filling on the back side of stainless steel welding, which greatly saves argon resources and calculates the number of stainless steel welded joints on site. The cost of argon gas saved for the project is about 3.4 million yuan.
(2) Effectively improve the welding efficiency by using stainless steel flux-cored wire argon-free welding technology and metal powder cored wire RMD root welding + precision pulse (Pro-Pulse) filling, cover semi-automatic welding and other new welding techniques. Reduced labor intensity and shortened construction period. Compared to solid wire, the root-welding technology using flux-cored wire without argon is nearly twice as long. The metal powder core root welding + precision pulse (Pro-Pulse) filling, cover surface semi-automatic welding process, the welding speed is more than three times the manual welding speed.
For the first time, semi-automatic welding technology is applied to the welding of acid medium pipelines, which changes the single mode of pipeline welding in the construction of acid oil and gas fields, and provides technical support for the construction of acid oil and gas fields in the future.
Our automatic door kits include 1 motor+gear reducer, 1 belt,7 meter, 1 idle pulley, Microprocessor, 4 sets of carriage blue wheels, 2 sets of floor guides,2pcs remote control, 2 sets belt clamp mounting brackets, 1 power supply harness and cable connectors, 2 locator, Aluminum track whose length is 2.08 meter, 3 meter, or 4 meter.
We are a manufacturer of automatic door openers that are designed to provide people convenience. Automatic Door Systems` drive to provide that level of service is but one of the reasons why automatic doors are becoming more and more popular. Our Automatic Sliding Door systems are modern, space-saving and elegant.
Automatic sliding doors have many basic functions some of which include: automatic mode with full opening width and/or reduced opening width, and exit only for traffic control. The opening of automatic doors can also be adjustable to make the opening width smaller or larger. Important safety functions such as safety sensors prevent the door from shutting if persons or objects are in the detection zone. If the door leaves are inhibited when closing, they are immediately re-opened or if the door leaves are hindered when opening, they are immediately stopped by a safety automatic reversing mechanism.
Our most popular sliding automatic door. Think of this as the go-to door for everyday automation needs. All components fully tested and pre-assembled at factory for fast, trouble-free installation.
Applications: Retail, healthcare, airports, hospitality, clean rooms. Shenzhen Hongfa Automatic Door Co.,Ltd rated door is designed, test and certified to meet your environment needs. automatic slide doors for industrial, commercial, healthcare, and retail use. You will find our automatic sliding doors throughout in a wide variety of locations, including: Hospitals, Airports, Retail centers, Pharmacies, Hotels, Grocery stores, Hardware stores, Sporting goods stores, and more.
Automatic Sliding Doors can either be a single door sliding in one direction or bi-parting doors where each door leaf slides in the opposite direction. They are often used in grocery stores, entrances to shopping malls, hospitals and other applications where you want to provide your customers a hands free, safe and easy access to your building.In addition, one of the biggest benefits of automatic doors is energy savings. Since these doors only open when someone comes in or out of your building, it prevents the loss of energy when a door may otherwise be left open for a long time.
The control device of sliding automatic door contains basic function and extensional function, automatic operation / hold-open/closed/half-open to meet customer needs. Electric sliding door controller has multiple interfaces for complete access control systems for keeping your life and property more safety. Such as: safety beam photocell, electric locks, sensor etc. Its drive devices adopts European technology to integrate motor with gear box, which offers strong driving and reliable operation and increased power output , it can adapt to a large door.
Providing strength, beauty, and technology all in one package, Hongfa's line of automatic sliding doors provides entrance solutions for practically any application. An exclusive feature is Hongfa's sound-dampening track reducing operational noise to a mere whisper and stops vibration resonance that can be transferred to the building structures.
Automatic Door Kits,Automatic Sliding Door Opener,Automatic Sliding Door Operator,High Performance Automatic Door Kits
Shenzhen Hongfa Automatic Door Co., Ltd. , https://www.pvchighspeeddoor.com