Ultra-thin plate CP cold welding technology and process
Foreword: With the rapid development of industry, more and more thin plates are used in all walks of life. Manufacturers also urgently need a reliable welding power source to solve the problem of thin plate welding in the production process and improve productivity. Since the thin plate welding has strict control on the heat input of the base material, there are also strict requirements for the welding power source. It is necessary to ensure the stability during the welding process and form a high-quality and beautiful weld. At the same time, the heat input should be reduced for the base metal to reduce thermal deformation. In 2002, CLOOS of Germany successfully developed the world's first variable polarity MIG/MAG welding machine GLC353QUINTO CP, which completely solved the problem of thin plate welding.
1 Variable polarity MIG/MAG welding technology
DC positive polarity pulsed MIG/MAG welding, the arc is stable, and the weld penetration is large. When welding a thin plate, in order to prevent burn-through and collapse of the molten pool, it is easy to cause welding defects such as undercut. DC negative polarity MIG/MAG welding, the arc climbs along the welding wire, the arc is unstable, the droplets are not easy to transition, the welding pool is shallow, and welding defects such as poor fusion and convex weld bead are prone to occur. Variable polarity pulse MIG/MAG welding, when the welding wire is positive polarity, the welding wire is melted and the droplet transfer is controlled. When the welding wire is negative, the arc climbs along the welding wire to promote the melting of the welding wire and reduce the heating effect of the arc on the molten pool, reducing the weld seam. The deep penetration forms the characteristics of shallow penetration and the welded sheet has unique advantages.
The variable polarity MIG/MAG welding is composed of the welding wire being positive polarity time and the welding wire being negative polarity time. The control droplets are transitioned during the positive half-wave time of the welding wire, and the droplet current is controlled by the pulse current. The main function of the wire as the negative polarity is to reduce the heat input into the molten pool by the arc and reduce the pressure of the arc on the molten pool, and increase the melting speed of the wire and increase the welding speed. In this way, the variable polarity pulse MIG/MAG welding is controlled, and a stable welding arc and droplet transfer transition process is obtained.
GLC353QUINTO CP uses the unique current waveform to strictly control the heat input during the welding process by adjusting the parameters of the negative base value to ensure the best welding results. In the actual welding, it is shown that increasing the time of the negative base value can significantly increase the welding rate of the welding wire, increase the welding speed and reduce the heat input.
The special current waveform guarantees good gap filling coverage and excellent welding effect. When the positive base material is in the cleaning stage, the heat input to the base metal is controlled. In the pulse phase, the droplet does not splash excessively to the base material. At the negative polarity, the arc surrounds the end of the wire, heat is input to the wire, and the weld pool is cooled.
Reduce heat input and minimal weld distortion, making the CP process especially suitable for welding high tensile sheets, stainless steel, coated sheets, aluminum alloys and MIG brazing.
Advantages of CP cold welding process:
1) High welding speed - increase production efficiency.
2) Strong gap coverage filling capability - high weld quality can be guaranteed when welding workpieces with high tolerances, without costly machining.
3) The heat input to the base metal is very low - it has a more effect when welding and brazing heat sensitive materials; the deformation of the extremely small workpiece reduces the tendency of cracks in the weld zone due to the higher temperature difference.
4) Smaller splashes - no need to clean up again.
5) The wire with larger diameter can be used - the wire feeding is more stable, the welding cost is reduced, and the production efficiency is improved.
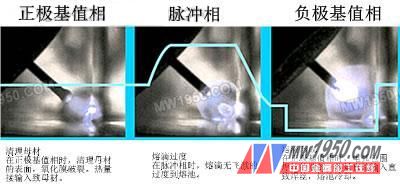
Figure 1 welding wire anode and cathode alternate diagram
a) Non-pulsating CP cold welding process
Non-pulse cold welding process Arc combustion is in the short arc region. In addition to setting the normal MIG/MAG parameters, it is also necessary to set the negative and negative voltages. In general, the longer the negative electrode time and the higher the negative electrode voltage, the more heat is supplied from the arc to the welding wire. When the negative time is reduced to zero, the cold welding process becomes a normal short arc welding process.

Figure 2 Non-pulse cold soldering process negative time and negative voltage setting interface
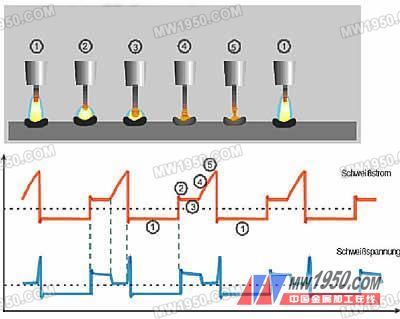
Figure 3: Non-pulse cold soldering process droplet transfer and current and voltage waveforms
Next page
A Basin Faucet (also spigot or tap: see usage variations) is a valve controlling the release of a liquid that enabling washing and drying in the bathroom.
Basin Faucet,Minimalist Basin Faucet,Basin Faucet For Bathroom,Wall Mounted Mixer Basin Faucets
Kaiping Jenor Sanitary Ware Co., Ltd , https://www.jenorsanitary.com