Laser cold spray technology analysis
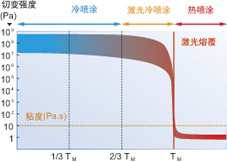
Figure 1 Schematic diagram of the LCS system
Based on laser technology, such as laser cladding technology and laser alloying technology, the laser is used to melt and mix the metal powder to make it a coating that covers the surface of the material. However, this process also has shortcomings. Factors such as high temperature during processing, shrinkage during solidification, and dilution of the coating must be considered to avoid material deformation, excessive residual stress, and the presence of unwanted intermetallic phases.
In addition, thermal spraying has been used in cladding processes from light alloys to metal carbides and other materials. However, in addition to the above problems, thermal spray technology may result in coatings that may have oxides whose structure requires remelting to achieve target density and coating characteristics.
The main purpose of Cold Spray (CS) is to overcome these difficulties. The technique does not require melting the powder and is applied directly. In the cold spray technique, the powder is applied to the surface of the substrate material after being accelerated in an ultrasonic gas nozzle. During the collision, the particles undergo severe plastic deformation, which brings about local heating and flash welding processes on the surface of the material.
This technique can be used in coating processes and in the treatment of three-dimensional objects. It is used to apply pure metals such as aluminum, copper and tantalum, as well as mixed coatings such as aluminum-alumina and cobalt-tungsten manganese ore. Because of the different mechanisms of cold deposition, compared to thermal spraying or other laser-based processes, the amount of oxides in the cold spray process is small, does not cause thermally induced stress, and it can be applied to many different materials (including many The poly-mixture) is processed at a processing speed of 5 kg per hour.
The mechanism of the "cold" process also has its inherent problems. Because of the large amount of cockroaches used, the system is costly to operate. The system uses high-speed sound velocity equipment and gas heaters. These devices consume nearly 50 kW of power in order to achieve powder particle speeds of up to 1000 m/s. In addition, when the deposited material is a hard material such as titanium, the strength and density of the joint may be lowered. Moreover, CS coatings typically have large compressive stresses. High operating costs and limited processing materials limit the application areas of CS technology.
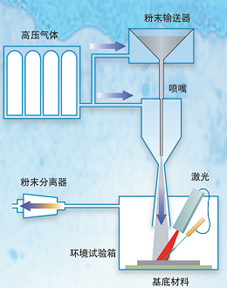
Figure 2 Main components of the coating equipment
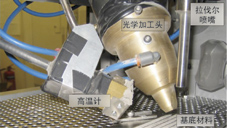
Figure 3 Titanium coating was applied to a titanium substrate at a processing speed of 1250 mm/min using 30 bar of nitrogen and 1 kW of laser power.
Next page
wuxi kaifeng pressure gauge co., ltd , https://www.wxkfmanometer.com