Application of laser cutting and welding process fatigue behavior to automobile manufacturing
1. Introduction
Over the past 20 years, the automotive industry has experienced tight government policies and safety requirements for fuel economy and environmental protection. These regulations have prompted automakers to come up with innovative solutions to design lighter cars that reduce fuel consumption while improving the overall structure of the vehicle for driver safety reasons. One such solution involves the laser-cutting process, which requires a variety of materials to be joined together prior to processing. The concept of selecting the available materials to the tailored panel allows the engineers to cut the panels to ensure optimal placement of the material within the parts they need. There are differences in grade, thickness, strength and plating coating (eg galvanizing/nicking or cooling foil and annealing). The cutting jigs are currently used for the side frame of the car body, the inner panel of the door, the engine compartment bar, the inner panel of the center pillar, and the wheel frame/damping panel.
So far, no other materials in automotive applications have demonstrated the diversity of steel. The existing IF steels, DP and HSLA have a good performance in formability and can meet the requirements of most automotive manufacturing. With the challenge of predicting and evaluating the performance of these tailoring processes in terms of forming and other structural properties, the use of these grades of steel has penetrated into the tailored panels. A number of reports on the formation of tailored panels have been documented. In a report in A/SP, it is mentioned that the failure of the tailored blank in the case of fatigue or cyclic loading is a very serious problem for the structural composition. The high cycle fatigue strength of the material depends on surface conditions such as residual pressure, localized pressure concentration and surface protective coating. Residual pressure and other weld defects are introduced into the material during the laser welding process. Since there is only limited data in this area, A/SP has determined that further research is needed in this area. Wang and Ewing compared the fatigue strength of laser and spot welding for uncoated SAE 1008 grade steel. Studies have shown that laser welding has higher fatigue strength than spot solder.
Lazzarin et al. measured the fatigue strength of laser welding of similar thickness under uncoated and hot-dip galvanizing conditions. They concluded that the fatigue strengths of the two combinations are similar. Previous work in this area included basic fatigue-welded panels of similar thickness or the fatigue behavior of tailored panels composed of materials of different thicknesses. For the author's knowledge, there are no comparisons or benchmarks for the different tailoring panels for the rupture mechanism so far.
Therefore, the goal of this study was to study the fatigue strength and determine the fracture mechanism of IF steel and low carbon steel with different thicknesses of laser welding with and without hot enamel plating.
2. Raw materials and test procedures
2.1 Raw materials
The materials selected for the study were IF steel (annealed and hot galvanized) and low carbon steel (cooled foil and annealed). The choice is based on the actual production of a large number of laser welded parts. Based on the name of the part, three different tailoring process combinations are named GMX, W-Car and MC-DI.
â— GMX has the smallest thickness difference and maximum production strength difference between two steel plates.
â— W-Car has the smallest difference in production strength between two steel plates.
â— MC-DI has the largest thickness difference between the two steel plates.
Select a base metal (abbreviated as BM) to compare the fatigue strength of the tailored panel. Since the metal composition used in the current study has an average thickness of 1.5 mm, we have selected a base metal having a thickness of 1.5 mm.
2.2 laser welding processing
The cutting board originated from Concord Laser Power Co., Canada. The laser is used for the rough end welding of the welded panel. No filler material is used in the laser welding process.
2.3 Sample preparation and microstructure observation
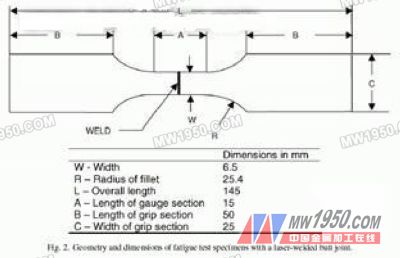
Figure 1 shows the geometry of a laser welding test sample. The solder beads are placed in the center, pointing in a direction perpendicular to the loading line. For the base metal, it is the same size as the laser welded sample at the center. The direction of rotation of the material is along the direction of the loading line. Similar geometric shapes were used in other published papers. In order to prevent the peak boundary effect of fatigue strength, the measurement areas of all samples were lightly smoothed by hand using #400 sandpaper.
Prior to the fatigue test, the microstructure of the intersection of the samples to be welded is examined under an optical microscope to estimate the quality of the laser welding. The inclusion of the cross-links was initially observed under unetched conditions. The sample was then etched with a 4% Nital etchant to check the microstructure.
2.4 Mechanical testing and microscopic observation of metal sections
The microhardness test in welding is performed under a powerful and automated microhardness tester (Clemex MT-2001). A loading of 300 g for a duration of 15 s was applied. Prior to the fatigue test, in order to determine the maximum applied loading value, a tensile test was performed according to the ASTM E8 standard on a single base metal without solder beads. The initial value for fatigue loading is chosen to be about half of the final tensile strength. The tensile properties were determined by a Schenck-Treble tensile tester in speed control mode. Tested on a hydraulic servo Instron8801 fatigue test system with powerful calculations. The test was conducted at a loading of each ASTME 466 standard amount. In order to avoid possible buckles, all samples were limited to a compression cycle at room temperature and perpendicular to the direction of the weld beads. A sine wave with a frequency of 50 Hz was used in the test. In the cycle, no fatigue failure occurs at a certain level of strength, then we define this intensity level as the fatigue limit. We use an electronic scanning microscope equipped with an EDS analyzer to inspect the fracture surface. The EDS analyzer can be used to determine the initial orientation of the fatigue crack and the propagation mechanism of the fatigue crack.
Next page
Engine valves are mechanical components used in internal combustion engines to allow or restrict the flow of fluid or gas to and from the combustion chambers or cylinders during engine operation. Functionally, they perform similarly to many other types of valves in that they block or pass flow, however, they are a purely mechanical device that interfaces with other engine components such as rocker arms in order to open and close in the correct sequence and with the correct timing.
The term engine valve may also refer to a type of check valve that is used for air injection as part of the emission control and exhaust gas recirculation systems in vehicles. This type of engine valve will not be addressed in this article.
Engine valves are common to many types of combustion engines, whether they run off a fuel such as gasoline, diesel, kerosene, natural gas (LNG), or propane (LP). Engine types vary by the number of cylinders which are the combustion chambers that generate power from the ignition of fuel. They also vary by the type of operation (2-cycle or 4-cycle), and by the design placement of the valves within the engine [overhead valve (OHV), overhead cam (OHC), or valve in block (VIB)].
This article will briefly describe the operation of engine valves in typical combustion engines, as well as present information on the types of valves and their design and materials. More information concerning other about other valve types may be found in our related guide Understanding Valves.
Engine Valve Nomenclature
Most engine valves are designed as poppet style valves because of their up and down popping motion and feature a conical profile valve head that fits against a machined valve seat to seal off the passage of fluids or gases. They are also called mushroom valves because of the distinctive shape of the valve head. Figure 1 shows the nomenclature for the different elements in a typical engine valve.
Diagram showing the nomenclature of a poppet valve.
Figure 1 - Nomenclature for a standard poppet style engine valve.
Image credit: https://dieselnet.com
The two primary elements are the valve stem and the valve head. The head contains a fillet that leads into a seat face that is machined at a specified angle to match the machining of the valve seat to which it will match. The seating of the valve face to the valve seat is what provides the seal for the valve against combustion pressure.
The valve stem connects the valve to the mechanical elements in the engine that operate the valve by creating a force to move the stem against the seating pressure provided by a valve spring. The keeper groove is used to hold the spring in position, and the tip of the valve stem is repeatedly contacted by a rocker arm, tappet, or lifter that actuates the valve.
Engine Operation
Four stoke or four-cycle internal combustion engines make use of two primary types of valves – the intake valve and the exhaust valve. Intake valves are opened to allow the flow of an air/fuel mixture into the engine`s cylinders prior to compression and ignition, while exhaust valves open to permit the expulsion of exhaust gases from the combustion process after ignition has occurred.
In normal operation, a crankshaft in the engine to which the pistons are attached is tied to a camshaft as part of a valve train arrangement for the engine. The movement of the crankshaft transfers motion to the camshaft through a timing chain, timing belt, or other geared mechanism. The timing and alignment between the position of the crankshaft (which establishes the position of the Piston in the cylinder) and the position of the camshaft (which determines the position of the valves for the cylinder) is critical not only for peak engine performance but also to preclude interference between pistons and valves in high compression engines.
In the intake cycle, the intake cylinder piston cycles downwards as the intake valve opens. The piston movement creates negative pressure that helps draw the air/fuel mixture into the cylinder. Just after the piston reaches the lowest position in the cylinder (known as bottom dead center), the intake valve closes. In the compression cycle, the intake valve is closed to seal off the cylinder as the piston rises in the cylinder to the highest position (known as top dead center), which compresses the air/fuel mixture to a small volume. This compression action serves to provide a higher pressure against the piston when the fuel is ignited as well as pre-heating the mixture to assist with an efficient burning of the fuel. In the power cycle, the air/fuel mixture is ignited which creates an explosion that forces the piston back down to the lowest position and transfers the chemical energy released by burning the air/fuel mixture into the rotational motion of the crankshaft. The exhaust cycle has the piston again rising upward in the cylinder while the intake valve remains closed and the exhaust valve is now open. The pressure created by the piston helps force the exhaust gases out of the cylinder through the exhaust valve and into the exhaust manifold. Connected to the exhaust manifold are the exhaust system, a set of pipes that includes a muffler to reduce acoustical noise, and a catalytic converter system to manage emissions from the engine combustion. Once the piston reaches the top of the cylinder in the exhaust cycle, the exhaust valve begins to close and the intake valve starts to open, beginning the process over again. Note that the cylinder pressure on intake helps to keep the intake valve opened and the high pressure in the compression cycle helps to keep both valves closed.
In engines that have multiple cylinders, the same four cycles repeat in each one of the cylinders but sequenced so that the engine proves smooth power and minimizes noise and vibration. The sequencing of piston movement, valve movement, and ignition is accomplished through the precise mechanical design and electrical timing of ignition signals to the spark plugs that ignite the air/fuel mixture.
Engine Valve Motion
The motion of the engine valves is driven by the camshaft of the engine, which contains a series of lobes or cams that serve to create linear motion of the valve from the rotation of the camshaft. The number of cam lobes on the camshaft is equal to the number of valves in the engine. When the camshaft is in the cylinder head, the engine is called an overhead cam (OHC) design; when the camshaft is in the engine block, the engine is called an overhead valve (OHV) design. Regardless of the engine design, the basic movement of the engine valves occurs by the cam riding against a lifter or a tappet that provides a force that presses against the valve stem and compresses the valve spring, thereby removing the spring tension that keeps the valve in the closed position. This movement of the valve stem lifts the valve off the seat in the cylinder head and opens the valve. Once the camshaft rotates further and the cam lobe moves so that the eccentric portion is no longer directly in contact with the lifter or tappet, the spring pressure closes the valve as the valve stem rides on the centric portion of the cam lobe.
Maintaining the proper valve clearance between the valve stem and the rocker arm or cam is extremely important for the proper operation of the valves. Some minimal clearance is needed to allow for the expansion of metal parts as the engine temperature rises during operation. Specific clearance values vary from engine to engine, and failure to maintain proper clearance can have serious consequences to engine operation and performance. If the valve clearance is too large, then the valves will open later than optimally and will close sooner, which can reduce engine performance and increase engine noise. If the valve clearance is too small, valves will not close fully, which can result in a loss of compression. Hydraulic valve lifters are self-compensating and can eliminate the need for valve clearance adjustments.
Modern combustion engines can use a different number of valves per cylinder depending on the design and the application. Smaller engines such as those used in lawnmowers may have only a single intake valve and one exhaust valve. Larger vehicle engines such as 4-, 6- or 8-cylinder engines may use four valves per cylinder or sometimes five.
Engine Valve Materials
Engine valves are one of the components in internal combustion engines that are highly stressed. The need for reliable engine operation dictates that engine valves be capable of exhibiting resistance to repeated and continuous exposure to high temperature, high pressure from the combustion chamber, and mechanical loads and stresses from the engine dynamics.
The intake valves on internal combustion engines are subjected to less thermal stress because of the cooling effects of the incoming air/fuel mixture that passes by the valve during the intake cycle. Exhaust valves, by contrast, are exposed to higher levels of thermal stress by being in the pathway of the exhaust gases during the exhaust cycle of the engine. In addition, the fact that the exhaust valve is open during the exhaust cycle and not in contact with the cylinder head means the smaller thermal mass of the combustion face and valve head has a greater potential for a rapid temperature change.
Intake valves, because of their lower operating temperatures, are typically made of materials such as chrome, nickel, or tungsten steel. The higher temperature exhaust valves may use more heat resistant metals such as nichrome, silicon‑chromium, or cobalt-chromium alloys.
Valve faces that are exposed to higher temperatures are sometimes made more durable by the welding of Stellite, which is an alloy of cobalt and chromium, to the valve face.
Other types of material used for the fabrication of engine valves include stainless steel, titanium, and tribaloy alloys.
In addition, coatings and surface finishes can be applied to improve the mechanical properties and wear characteristics of the engine valves. Examples of this include chromium plating, phosphate plating, nitride coating, and swirl finishing.
Types of Engine Valves
Besides the characterization of engine valves by function (intake versus exhaust), there are several specific types of engine valves that exist based on design and materials. The primary types of engine valves include:
Monometallic engine valves
Bimetallic engine valves
Hollow engine valves
Monometallic engine valves, as their name implies, are fabricated from a single material that forms both the valve stem and valve head. These types of engine valves provide both high heat resistance and exhibit good anti-friction capabilities.
Bimetallic engine valves, also known as bimetal engine valves, are made by joining two different materials together using a friction welding process to create a valve that has austenitic steel on the valve head and martensitic steel for the valve stem. The properties of each of these steels serve an optimal purpose, wherein the austenitic steel on the valve head provides high-temperature resistance and corrosion resistance, and the martensitic steel for the valve stem offers high tensile strength and abrasive wear resistance.
Hollow engine valves are a special bimetallic valve that contains a hollow cavity that is filled with sodium. The sodium liquifies as the valve temperature rises and is circulated by the motion of the valve, which helps dissipate heat from the hotter valve head. The hollow design facilitates greater heat transfer through the stem than with solid valves because the martensitic stem material is a better conductor of heat than the austenitic head material. Hollow valves are especially suited for use in modern engines that are delivering more power out of smaller, denser engine designs that have higher exhaust gas temperatures which solid valves are not capable of handling. These higher exhaust temperatures are the result of several conditions, including:
A desire for a lean-burn combustion process that reduces greenhouse gas emissions
Engine designs with higher compression ratios and higher combustion pressures which offer greater efficiency
Integrated manifold designs that support turbochargers for more engine performance from smaller engines
There are several other types of engine valve designs. So-called sleeve valves consist of a tube or sleeve that sits between the cylinder wall and the piston, and which slide or rotate driven off a camshaft as with other engine valves. The movement of the sleeve valve causes ports that are cut into the sleeve to align with corresponding ports in the cylinder wall at different points in the engine cycle, thus functioning as a simple engine intake and exhaust valve without the complexities of rocker arms and lifters.
Engine Valve Specifications
Typical engine valves are specified by the parameters outlined below. Note that this data is intended for information purposes and be aware that variations in the parameters used for specifying engine valves may exist from manufacturer to manufacturer. By understanding the specifications, buyers are better equipped to engage in discussions of their specific needs with suppliers of engine valves.
Auto Engine Valve,Car Engine Valve,Engine Valve For Land Rover,Intake And Exhaust Valves
Shijiazhuang Longshu Mechanical & Electrical Equipment Trading Co., Ltd. , https://www.longsbearing.com