A new tool for processing by CAXA manufacturing engineers - macro processing
I. Overview of the new version of the manufacturing engineer 2008
CAXA manufacturing engineer is a CNC programming CAM software with excellent craftsmanship. It is efficient and easy to learn. It provides an integrated solution for modeling, design, processing code generation, machining simulation and code verification for the CNC machining industry. The "brain". CAXA manufacturing engineer software not only integrates many foreign high-speed machining technologies and multi-axis machining technology, but also has excellent post-processing technology. In addition, it has a strong advantage in code re-reading and transcoding.
The CAXA Manufacturing Engineer 2008 edition includes important features such as feature solid modeling, free-form surface modeling, and two-axis to five-axis CNC machining. Based on the 2006 version of CAXA Manufacturing Engineer, the original functions have been enhanced and improved, especially: programming assistant modules for code conversion, manual programming and macro programs; new curve processing and surface areas for 5-axis modules Machining, impeller A series roughing and finishing, five-axis trajectory to four-axis trajectory, etc.; enhanced four-axis module for milling capacity, updated four-axis rear, supports 360-degree continuous angle; updated system license check, Adapt to large-scale application scenarios.
Second, the introduction of new features
The CAXA Manufacturing Engineer 2008 has added a number of new features, highlighting new features in machining that are closely related to actual machining. The latest version of CAXA Manufacturing Engineer's 2008 machining function has been further enhanced from the point of view of machining methods, especially the macro machining method for round machining according to the specific shape. The function of macro machining is to generate the path of the machining fillet and the machining code with macro according to the given plane profile curve. This function makes full use of the macro program function of the Fanuc system, making the rounding machining program extremely simple and flexible.
After entering the new version of CAXA Manufacturing Engineer 2008, click the “Processing†drop-down menu, “Macro Machining†→ “Round†is displayed as shown in Figure 1.
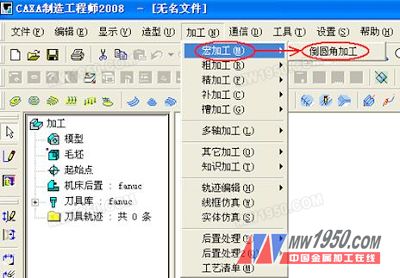
Figure 1 Macro processing selection interface
1, parameter description
Click "Processing" → "Macro Machining" → "Round Round" to pop up the dialog box shown in Figure 2:

Figure 2 macro processing parameter settings
(1) Fillet radius:
The radius value of the rounded corner. The radius of the fillet must be less than the corner radius of the outline.
(2) Center angle increment:
The rounding is formed by a multi-layered trajectory. The trajectory of each layer is changed from the starting angle to the ending angle, and the Z value of the first layer trajectory and the offset amount to the contour are calculated from each changed angle value, and the angular change amount is the increment of the central angle. The fillet radius value is small, the center angle increment can be larger, otherwise it should be smaller, and the ideal result should be calculated according to the arc length. The central angle increment value is given in absolute value.
(3) Corner starting angle:
The starting angle at which the fillet is machined. Generally should be set to "0", not allowed to be less than the end angle.
(4) Rounding angle:
The ending angle when machining rounded corners. Generally should be set to "90", not allowed to be greater than the starting angle.
(5) Cut into a straight line:
Each layer of trajectory needs to be cut from the outside of the workpiece from the machining process. From the programming point of view, due to the use of the machine offset, each layer of trajectory needs a block that adds the machine offset and cancels the machine offset. Just cut into a straight line. Its length requirement is greater than the tool radius.
(6) Offset direction:
Left bias: Offset to the left of the processed curve. The judgment method in the left direction is the same as that of G41, that is, the left side of the tool machining direction.
Right offset: Offset to the right of the processed curve. The judgment method in the right direction is the same as G42, that is, the right side of the tool machining direction.
(7) Generate a trajectory from the outer contour
A rounding machining path is generated from the outer contour of the machined part. The reverse is the machining path of the contour formed by the tangent to the tangent to the upper plane. The two contours can generate the same machining path and macro program depending on which option is selected. The specific contour selection can be seen in Figure 3.
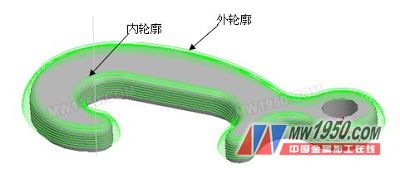
Figure 3 contour generation processing trajectory
(8) Display the real track
The real trajectory is the trajectory actually to be taken when processing with a macro program, and it is only used for display. The actual generated machining program is still a macro program.
(9) Safe height; the tool will not hurt the workpiece and fixture at any position above this height.
(10) Machining accuracy: The machining error of the input model. The error of the trajectory of the calculation model is less than this value. The larger the machining error, the larger the error of the shape of the model and the rougher the surface of the model. The smaller the machining accuracy, the smaller the error of the model shape, and the smoother the surface of the model, but the number of track segments increases and the amount of track data becomes larger.
2, generate code
The second way of generating the G code selection post processing is to generate the G code, so that the post code can be generated according to the specific numerical control system. The code generation settings are shown in Figure 4.
(Note: 1. Code generation supports ball milling, end milling cutter and R milling cutter. 2. Code generation: Please use the post file "Fanuc_m" to generate the machining code)
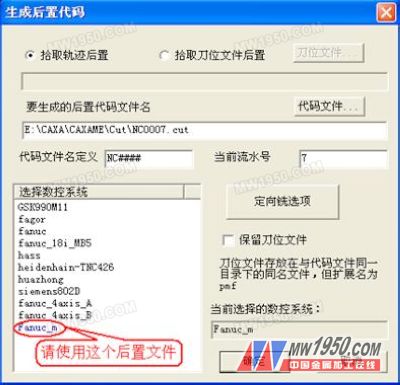
Figure 4 generates post code settings
The generated code contains macros, and the code generated in the above example is as follows. The Chinese characters in the code are deleted when they are input to the machine. This is just for the reader to understand the program. #2 (rounding increment) can be adjusted according to the needs of the processing.
%
O1200
N10 T0 M6
N12 G90 G54 G0 X62.86 Y-160.76 S3000 M03
N14 G43 H0 Z15. M07
N16 #1=0.000000 ; (starting angle);
N18 #2=8.000000 ; (angle increment);
N20 #3=90.000000 ; (termination angle);
N22 #2=#3/ROUND[#3/#2+0.5] ; (corrected angle increment);
N24 #4=5.000000 ; (fillet radius);
N26 #5=5 ; (ball cutter radius);
N28 #15=5 -#5 ; (tool radius);
N30 #8=15 ; (the height of the contour is the Z value);
N32 WHILE[#1 LE #3] DO1; (cycle until #1 is less than or equal to #3);
N34 #6=#8-#4+[#4+#5]*COS[#1]-#5 ; (depth);
N36 #7=#15+[#4+#5]*SIN[#1]-#4; (radial compensation);
N38 G10L12P0 R#7; (Enter the radial compensation value #7 into the machine);
N40 G1 G41 D0 X47.186 Y-163.971 F1000
N42 G17 G2 X40. Y-196. I-39.186 J-8.029
N44 X-68. Y-160. I-48. J36.
......
N76 M05
N78 M30
%
Third, summary
This paper mainly introduces the processing method of macro processing in the manufacturing process of the manufacturing engineer, which makes the manufacturing method of the manufacturing engineer more diversified, and it is more convenient in the actual processing process. CAXA manufacturing engineers have also added other more powerful features that will make the entire CAXA manufacturing engineer software more complete and convenient.
CAXA manufacturing engineer CNC programming software products integrate CAD and CAM, and with its completely independent intellectual property rights and superb technical strength, it has been widely popularized and applied, and has been well received. With the increasing demand for information technology, the market is expecting a new generation of CAM products that can match the CAD system, are powerful, more compatible with the concept of processing engineering, and easy to popularize. The 2008 version of CAXA Manufacturing Engineer is designed to meet the needs of enterprises. Launched by the growing demand of enterprises, enterprises with CAXA products as the main line will enable enterprises to build digital factories can be fast and practical. The CAXA Manufacturing Engineer's number programming software is now taking off at a higher starting point.
Dimmable Table Light,Dimmer Bedside Lamp,Dimmable Bedside Table Lamp,Dimmable Reading Lamp
Ningbo Royalux Lighting Co., Ltd. , https://www.royaluxlite.com